〈営業時間〉 9:00〜18:00
〈定休日〉 土日・祝日
ALUMINUM
手作業で実現するアルミ板金加工の技術力
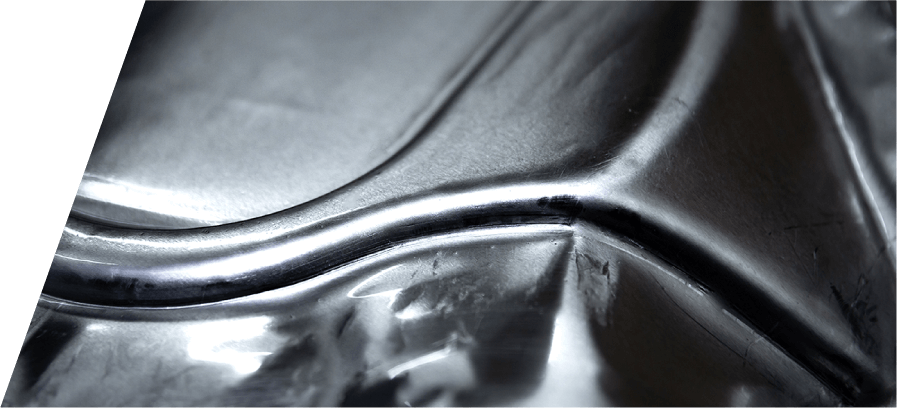
アルミ薄板の溶接
1mm台の難易度の高い溶接まで可能。単純な直線だけで無く、立体的な形状や、複雑な形状にも対応可能です。
裏側までしっかりと溶かして溶接しているので、ビードを削ってのスムージング処理も可能です。

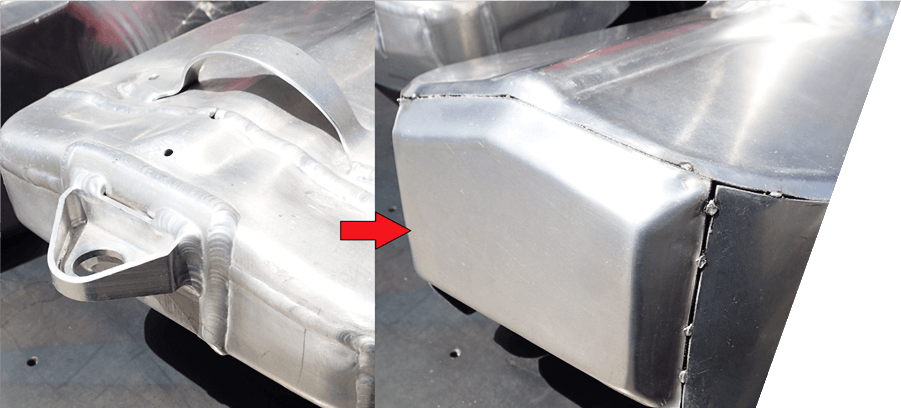
CFRP技術による鈑金加工
製作モデル(マスター)から手作業でプレス用鈑金型を製作するので、金型よりも時間とコストを抑えて製作をスタートする事ができ、製品開発に取り掛かるハードルを低く出来ます。
イニシャルコストを抑えた結果、製品にも低コストを反映できる上に、作り替えによるトライ&エラーにも低コストで素早く対応できます。
また、企画から最短でわずか数週間で初品を製作することも可能です。
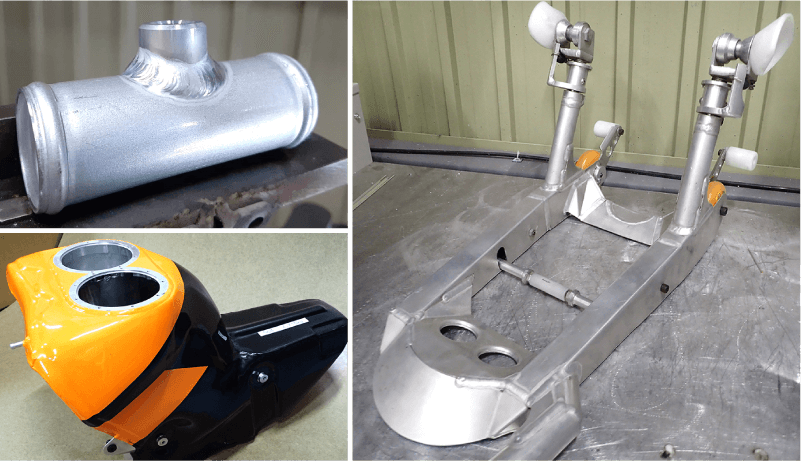
製品改修が容易
CFRP技術を用いた型を使用しているので“部分的に形状を変更したい”“低コストでフィードバックしたい”“とりあえず確認したい“ 等々も手作業のメリットを活かして素早く、自由な変更にも対応可能です。
主要設備

YC-300 BP4 Panasonic

MHP-15E 150kN マサダ製作所

DIGITAL AUTOMINI 200C ダイヘン

アルミ加工の流れ
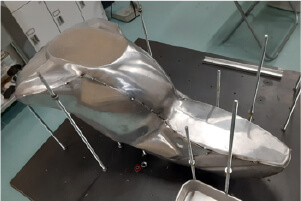
ガソリンタンクの場合
STEP
01
要望や仕様を打ち合わせし、3Dデータから3Dプリンターや樹脂ブロックの機械加工にてモデルを製作する事も可能ですが、クレー又はワーカブルにてモデルを製作する事も可能です。
その際は現車にて各部クリアランスを確認します。

STEP
02
モデルから手作業でプレス型の製作。型の分割方法や型の強度のバランスを見ながら製作していきます。

STEP
03
各種アルミの板材を使用してプレスし、パネルを成形します。
特殊な技法で絞り出しているので、経験とノウハウが必要です。

STEP
04
各パネルを一枚ずつすり合わせし、治具に合わせてMIGで仮付けします。
STEP
05
TIG溶接機にてパネルを本溶接し、各部マウントやインターフェースも溶接します。

STEP
06
漏れ検査、容量検査を行い、仕上げをして完成です。

